

Jmenovitý tlak hydraulického válce není nastaven libovolně. Je komplexně vypočítána na základě meze kluzu materiálu válce válce, struktury tloušťky stěny a limitu ložiska těsnění. Jmenovitý tlak standardních obecných modelů bere jako základní návrhovou hodnotu 16MPa.
Tento parametr odpovídá bezpečnému limitu ložisek běžných válců z uhlíkové oceli, standardních polyuretanových těsnění a konvenčních vodicích konstrukcí a slouží také jako nejběžnější výběrový standard pro hydraulické systémy stavebních strojů a přívěsů. Ve skutečném provozu může okamžitý nárazový tlak krátkodobě překročit jmenovitý tlak, zatímco dlouhodobý trvalý pracovní tlak by neměl překročit 85 % jmenovité hodnoty. Toto je základní princip konstrukce, aby se zabránilo vnitřnímu úniku, zrychlenému stárnutí těsnění a deformaci válce válce.
Za podmínek dlouhodobého nadměrného tlaku způsobí vnitřní stěna válce lehkou elastickou deformaci a spára mezi vodicí objímkou a pístnicí se posune, což poškodí původní přesnou toleranci 0,02–0,03 mm.
Se zvětšenou mezerou se zesiluje boční proudění hydraulického oleje a pístní kroužek nese nerovnoměrnou sílu, což vede k postupnému částečnému opotřebení. V pozdější fázi dojde k běžným poruchám, jako je vnitřní netěsnost, nedostatečná zvedací síla a rychlé usazení nákladu, což jsou také hlavní příčiny častých hydraulických poruch na zařízení na místě.
Okolní teplota 20℃–30℃ je optimálním odpovídajícím rozsahem pro návrh materiálu těsnění. Těsnění z polyuretanu a nitrilové pryže si zachovávají standardní hodnoty v tvrdosti, elastické kompresi a odolnosti vůči oleji.
Za těchto podmínek těsnicí břit rovnoměrně dosedá na stěnu válce a udržuje konstantní předpětí, čímž udržuje stabilní výkon olejového těsnění po dlouhou dobu bez abnormálního opotřebení a deformace.
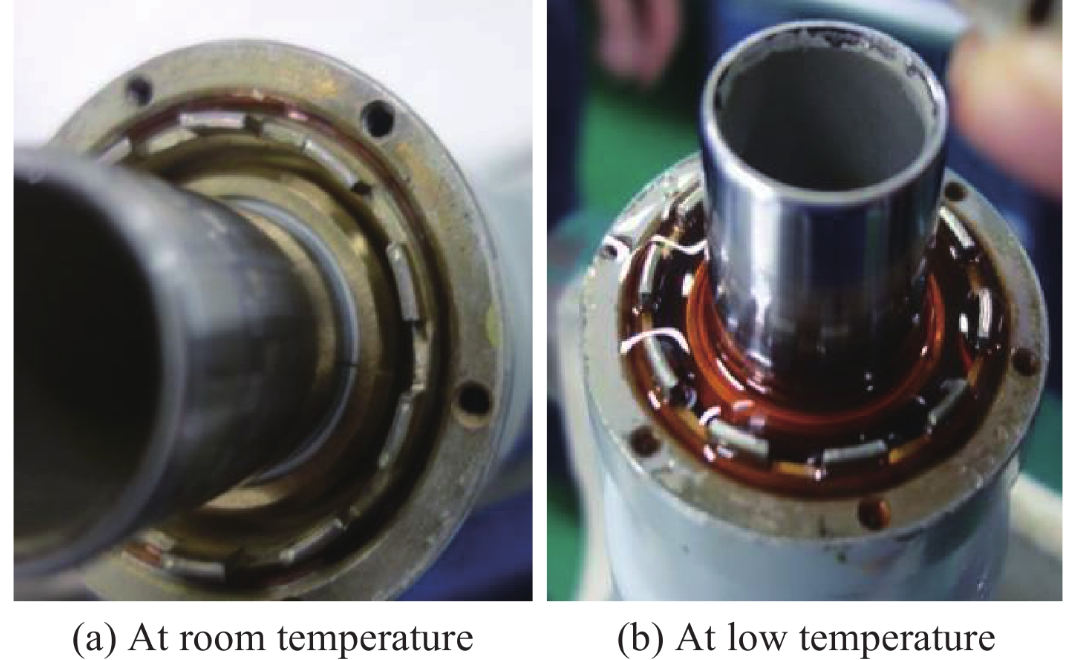
Když teplota klesne pod -15℃, molekulární aktivita těsnících materiálů klesá s vyšší tvrdostí a nižší houževnatostí. Flexibilita lícování těsnicího břitu je špatná a nemůže adaptivně kompenzovat malé mezery, což je hlavní příčinou netěsností při nízké teplotě.
Dlouhodobý provoz nad 40 °C urychlí oxidaci hydraulického oleje a vytvoří koloidní nečistoty. Mezitím těsnění stárnou a tvrdnou rychleji se sníženou elasticitou, což způsobuje postupné nepřetržité mírné prosakování a ovlivňuje celkovou provozní stabilitu.
Tvrdé chromování na pístních tyčích je standardní průmyslový ochranný proces. U formálních hromadně vyráběných produktů je tloušťka pokovování přísně kontrolována v rozmezí 0,08 mm–0,12 mm.
Příliš tenké pokovení neposkytuje dostatečnou odolnost proti tření pískem a korozi, což má za následek poškrábání a rezavé skvrny v krátké době při venkovních pracovních podmínkách. Příliš silné pokovování zvýší vnitřní povrchové napětí a způsobí odlupování, poškozuje hladkost povrchu a urychluje opotřebení těsnění.

Drsnost povrchu hotových pístnic je řízena na Ra0,2–Ra0,4μm. Tato přesnost splňuje požadavky na teleskopický pohyb s nízkým třením a zabraňuje poškrábání těsnicího břitu způsobeného mikrootřepy na povrchu.
Příliš vysoká drsnost bude trvale opotřebovávat těsnění mikroskopickými výstupky; zatímco příliš hladký povrch snižuje kapacitu skladování oleje a ztěžuje vytváření stabilního olejového filmu, zvyšuje riziko suchého tření a zkracuje životnost těsnících součástí.
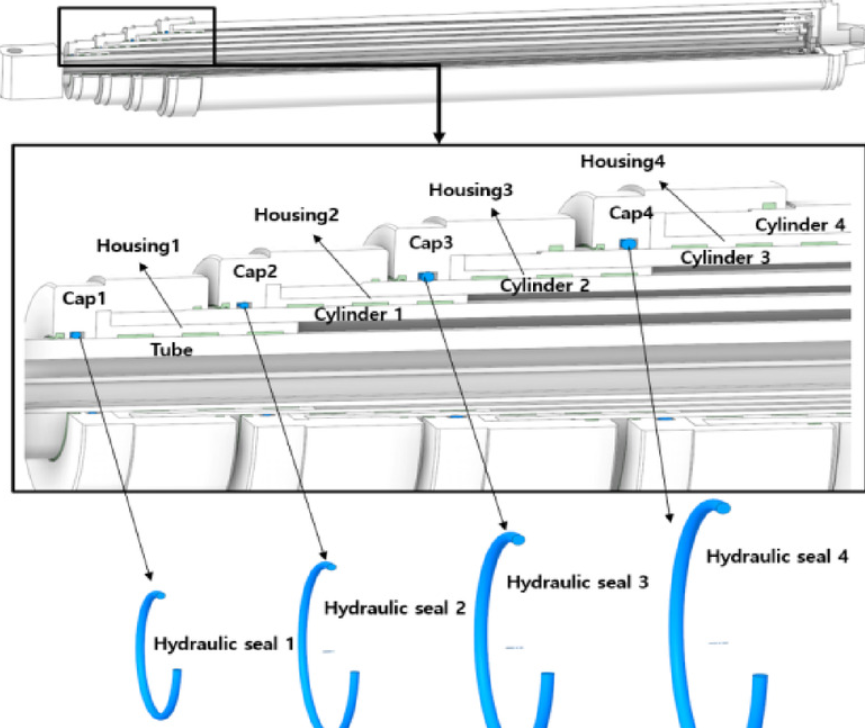
Vícestupňové hydraulické válce mají inherentní strukturální rozdíly ve zdvihu, účinné akční ploše a průměru olejového kanálu každého stupně. Modely bez návrhu synchronní optimalizace budou produkovat odchylku polohy během teleskopického provozu s plným zdvihem.
Souosost obrábění, vůle vodicích objímek a distribuce průtoku oleje jsou tři hlavní faktory procesu určující přesnost synchronizace vícestupňových válců.
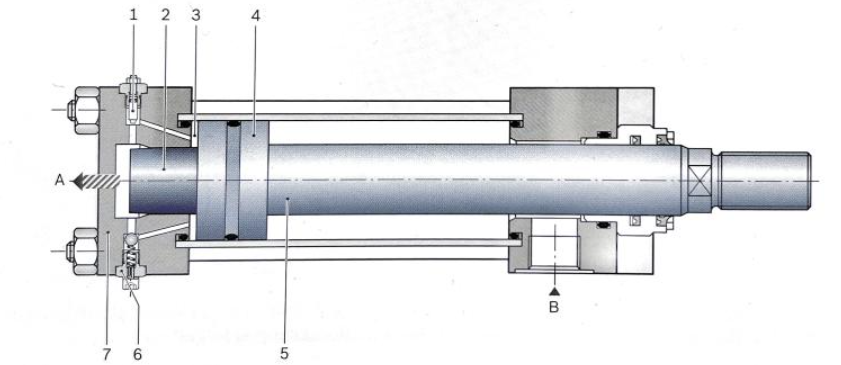
Vestavěné struktury škrticí klapky na obou koncíchhydraulické válcesnižte průtok hydraulického oleje na konci zdvihu prostřednictvím tlumícího účinku škrticích otvorů, čímž se zabrání tuhému nárazu mezi pístem a koncovým krytem.
Rozumná konstrukce nárazníku zeslabuje náraz start-stop, snižuje celkové vibrace zařízení a snižuje únavové poškození svarů a montážních držáků. Je zvláště vhodný pro vysokofrekvenční scénáře start-stop, jako jsou zvedání na vozidle, přístavní stroje a zemědělská těžká zařízení.
V průmyslovém standardu přesné montáže je montážní vůle mezi vodicí objímkou a pístnicí stabilně řízena na 0,02 mm–0,03 mm.
Příliš malá vůle způsobí vzpříčení a neplynulý teleskopický pohyb v důsledku tepelné roztažnosti při zvýšení teploty; nadměrná vůle zvyšuje radiální chvění pístnice, což vede ke koncentrovanému excentrickému zatížení a jednostrannému opotřebení, čímž se zkracuje celkový cyklus údržby.
Souosost montáže hlavně válce, koncového krytu, vodícího pouzdra a pístnice je klíčovým kontrolním bodem při výrobě a montáži.
Hydraulické válce s nadměrnou odchylkou souososti pracují pod excentrickou silou po dlouhou dobu, což výrazně zvyšuje pravděpodobnost jednostranného opotřebení těsnění a místního poškrábání stěny válce. Je to také důležitý technický důvod pro zjevné rozdíly v životnosti mezi produkty stejné specifikace.



