Význam hydraulických válců přesahuje jejich funkčnost a zahrnuje jejich složité návrhové a výrobní procesy. Tento komplexní příručka zkoumá svět hydraulických výroby válců a pokrývá vše od základní struktury těchto složek až po komplexní výrobní postupy. Jeho cílem je zdůraznit složitosti a jemnosti zapojené do výroby hydraulických válců, podtrhují jejich klíčovou roli v moderním průmyslu a nepřetržitý technologický pokrok v této oblasti.
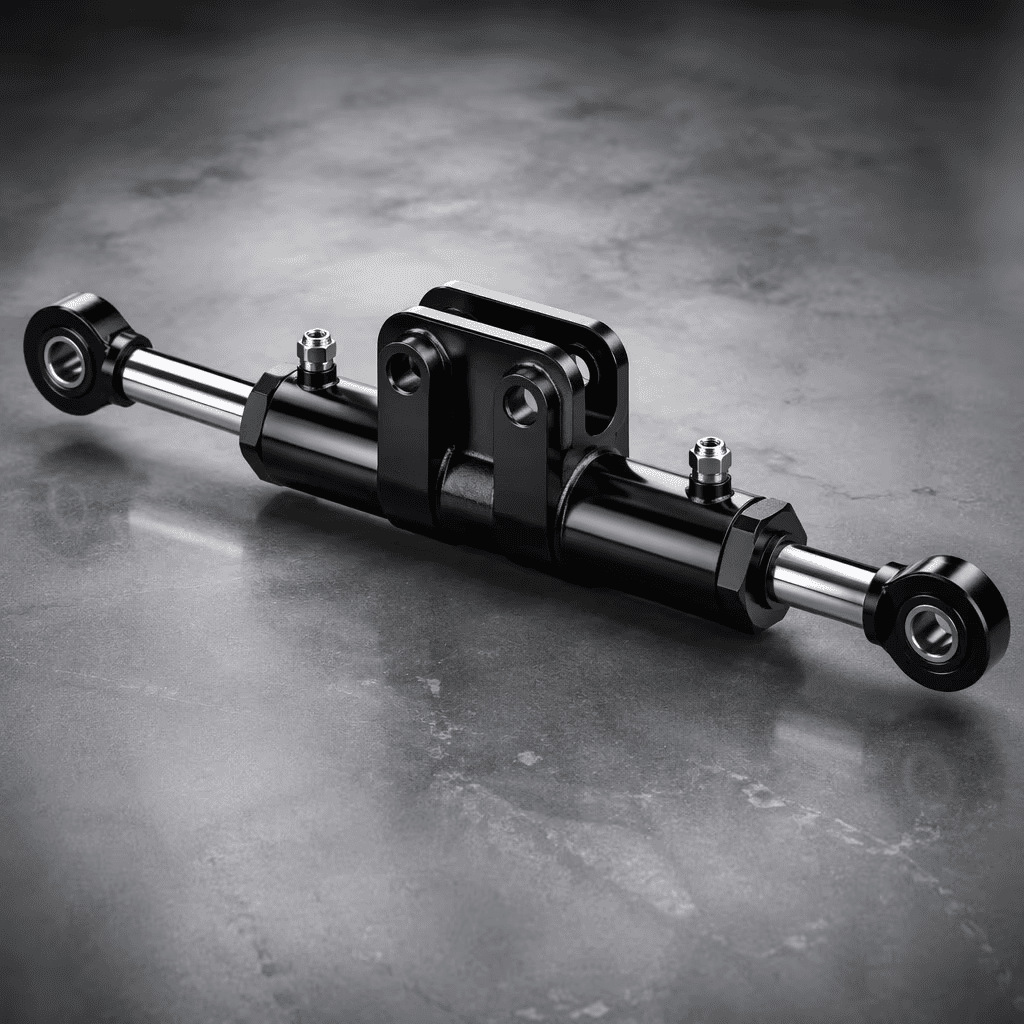
Abychom plně ocenili sofistikovanost produkce hydraulického válce, je nejprve nezbytné pochopit jeho anatomii. Hydraulický válec se skládá z několika klíčových částí, z nichž každý slouží kritické funkci při jeho provozu. Mezi tyto hlavní komponenty patří hlaveň, píst, pístová tyč, hlava, základna a těsnění. Hlaveň působí jako tělo válce, umístění pístu a pístové tyče. Musí být robustní a odolné odolat vnitřním tlaku vyvíjeným hydraulickou tekutinou. Uvnitř hlaveň se píst pohybuje sem a tam a rozděluje obě strany válce. Pístová tyč, která sahá od pístu přes hlavu válce, přeměňuje lineární pohyb pístu do použitelné práce. Hlava a základní uzávěrky konců hlavně, obsahující hydraulickou tekutinu a podporující pístovou tyč. Výběr materiálu pro tyto komponenty je zásadní a liší se podle konkrétního použití válce. Například, nerezová ocel by mohla být vybrána pro aplikace v korozivním prostředí kvůli jeho odporu vůči rzi a zhoršení.
V aplikacích s vysokou teplotou jsou vybrány materiály schopné odolávat tepelné roztažení a napětí.
Úvahy o konstrukci jsou také životně důležitým aspektem produkce hydraulického válce. Konstrukce válce určují faktory, jako je zátěž, délka mrtvice, provozní tlak a teplotní podmínky. Například válec určený pro použití v hydraulickém lisu bude mít různé specifikace ve srovnání s těmi, které se používají v leteckých aplikacích. Inženýři musí také brát v úvahu aspekty, jako je styl montáže a typ hydraulické tekutiny, které mají být použity, což má dopad na konečný návrh a výkon válce.
Jádrem produkce hydraulického válce je fáze návrhu, kde jsou myšlenky a požadavky převedeny do betonového plánu. Tento nezbytný proces začíná důkladnou analýzou zamýšleného aplikace hydraulického válce. Inženýři hodnotí různé faktory, jako je zatížení válce, velikost, provozní tlak a specifické podmínky prostředí, se kterými se setká. Například válec navržený pro prostředí s vysokou teplotou může vyžadovat odlišné materiály, které je určeno pro použití pod vodou.
Během této fáze hraje pokročilý designový software klíčovou roli. Tyto nástroje umožňují návrhářům experimentovat s různými konfiguracemi, identifikovat stresové body a optimalizovat design pro výkon i nákladovou účinnost. V této fázi je klíčová přesnost, protože i malé nesprávné výpočty mohou významně ovlivnit funkčnost válce.
Po stanovení pevného konstrukce pro hydraulický válec se zaměření potom přesune do fáze nákupu materiálu. Tato fáze zahrnuje pečlivý výběr materiálů na základě jejich vlastností a specifických požadavků aplikace.
1. Selekce kovu pro hlaveň:
Hlaveň hydraulického válce musí být schopna odolat vnitřním tlakům a odolávat opotřebení v průběhu času. Mezi běžně používané materiály zahrnují ocel a nerezovou ocel, vybrané pro jejich sílu a trvanlivost. V některých aplikacích, kde je hmotnost kritickým faktorem, může být hliník vybrán pro svou lehkou povahu.
2. Vytvoření správného kovu pro písty:
Písty musí být robustní a schopné udržovat svůj tvar při různých tlacích. Materiály, jako je uhlíková ocel a litina, jsou oblíbenými volbami kvůli jejich síle a odporu k deformaci.
3. Výběr materiálu Piston Rod:
Půda pístů, která je vystavena vnějšímu prostředí, vyžaduje vysokou odolnost vůči ohýbání a korozi. Ocel vysoce pevných se často používá, někdy s chromovým pokovováním nebo jiným povrchovým ošetřením, aby se zvýšila odolnost proti korozi a tvrdost povrchu.
4.Sourcing Quality Seals a další komponenty:
Kromě hlavních kovových komponent je stejně důležitá získávání kvalitních těsnění (jako jsou O-kroužky a těsnění). Tato těsnění musí být kompatibilní s používanou hydraulickou tekutinou a schopné odolávat provozním tlakům a teplotám.
5. Zohlednění faktorů specifických pro environmentální a aplikaci:
V prostředích charakterizovaných vysokou vlhkostí nebo korozivními podmínkami jsou nezbytné materiály se zvýšenou odolností proti korozi. Podobně pro aplikace zahrnující vysoké teploty jsou vybrány materiály, které vydrží tepelnou roztažku.
Po zadávání kvalitních materiálů je dalším kritickým stádiem produkce hydraulického válce procesem obrábění a montáže. Tato fáze transformuje zdrojové materiály na základní komponenty hydraulického válce pomocí přesných a pokročilých technik obrábění.
1. Vytváření surovin
Prvním krokem ve fyzické výrobě hydraulických válců je řezání surovin. Tato základní fáze nastavuje tón kvality a přesnosti celého výrobního procesu.
Řezání kontroly na specifikaci návrhu: Suroviny, obvykle různé stupně oceli nebo jiných kovů, jsou podle podrobných specifikací návrhu nakrájeny na specifické tvary a velikosti. K zajištění přesnosti a konzistence se používají nástroje a strojní nástroje a strojní zařízení, jako jsou stroje CNC, řezačky laserů nebo systémy řezání vodních paprsků.
PŘEDCHOZÍ kompatibilita komponent: Přesnost při řezání není jen o dodržování rozměrů; Je také zásadní pro zajištění kompatibility různých složek, které budou sestaveny za vzniku hydraulického válce. Přesné řezání zajišťuje, že součásti jako válce válce, píst a pístová tyč hladce zapadají dohromady, což je nezbytné pro efektivní provoz válce.
Materiálové využití a minimalizace odpadu: Během této fáze se zvažuje efektivní využití materiálů pro minimalizaci odpadu. K maximalizaci výnosu z každé materiálové dávky se používají pokročilé techniky řezání a pečlivé plánování.
Proporace pro další zpracování: řezané materiály jsou poté připraveny pro následující procesy, jako je obrábění, svařování a montáž. Tato příprava může zahrnovat čištění, deburing a označení pro identifikaci.
2.Cromed a otáčení
Tento krok v procesu výroby hydraulického válce je zaměřen na zvýšení trvanlivosti a funkčnosti specifických složek, zejména pístových tyčí.
Chrome Plating: Chromová pokovování je rozhodující proces, kde je tenká vrstva chromu elektroplacena na povrch pístových tyčí. Tato vrstva působí jako ochranná bariéra proti korozi, která je zvláště důležitá v prostředích, kde může být válec vystaven vlhkosti nebo korozivním látkám. Chromiová vrstva navíc zvyšuje estetickou přitažlivost tyče, což jí dává lesklý a leštěný vzhled.
3.Turning
Po chromovaném pokovování podléhají pístové tyče procesem otáčení. Otočení zahrnuje tvarování tyčí na přesné rozměry a tolerance, jak je uvedeno v návrhu. Tento proces se obvykle provádí pomocí soustruhu, kde je tyč otočen proti řezacím nástrojům, aby se odstranil přebytečný materiál a dosáhl požadovaného průměru a povrchové úpravy. Hladkost dosažená otáčením je kritická pro provoz pístové tyče ve válce válce, protože snižuje tření, což umožňuje plynulejší pohyb a minimalizaci opotřebení na vnitřní těsnění tyče i válce.
4.thered svařování keřů
Svařování keřů a dalších příslušenství je klíčovým krokem v procesu výroby hydraulického válce, protože zahrnuje vytvoření silných, přesných kloubů, které jsou nezbytné pro sestavu válce a celkovou integritu.
Techniky a vybavení - Techniky a zařízení: Pokročilé svařovací techniky, jako je svařování TIG (wolfran inertní plyn) nebo svařování MIG (kovový inertní plyn), se běžně používají k připevnění keřů ke složkám válců. Tyto techniky jsou vybrány pro jejich přesnost a sílu. Výběr metody svařování často závisí na materiálu komponent a na specifických požadavcích hydraulického válce.
„Průběžné silné klouby: Svařované klouby jsou pečlivě zkontrolovány, aby se zajistilo, že nejsou bez vad, jako jsou praskliny nebo porozita. Silný svar je rozhodující pro trvanlivost a bezpečnost hydraulického válce. Proces svařování obvykle zahrnuje kontrolu teploty a použití plnicích materiálů, které jsou kompatibilní s základními materiály, aby se zajistila robustní vazba.
Post-Welding Ošetření: Po svařování mohou komponenty podstoupit ošetření po svatech, jako je zmírnění stresu nebo tepelné ošetření. Tyto procesy pomáhají snižovat zbytková napětí a zlepšovat sílu a houževnatost oblasti svaru.
5.Tube otáčení
Proces otáčení trubice je kritickým krokem při tvarování zkumavek, které tvoří hlaveň hydraulického válce. Tato fáze se zaměřuje na přesnost a pozornost k detailům a zajišťuje, aby trubice splňovaly přesné specifikace průměru a povrchové úpravy.
Achiering správného průměru: Otočení trubice zahrnuje použití soustruhů nebo otočných středisek k odstranění materiálu z vnějšku zkumavek, čímž je přivede do určeného průměru. Správný průměr je nezbytný pro správné montáž pístu a dalších vnitřních součástí, což zajišťuje hladký provoz a zabrání únikům.
„Průzkum hladkosti povrchu: Cílem procesu otáčení je také dosáhnout vysoké úrovně hladkosti povrchu. Hladký vnitřní povrch snižuje tření mezi pohyblivými částmi, zvyšuje účinnost a životnost válce. Hladkost je také zásadní pro efektivní utěsnění hydraulického systému, protože nedokonalosti na povrchu trubice mohou vést k únikům a sníženému výkonu.
Viformita a konzistence: Konzistence průměru trubice a povrchové úpravy po celé své délce je nezbytná pro jednotný výkon hydraulického válce. Pokročilé zařízení pro otáčení, často kontrolované počítačem, zajišťuje tuto konzistenci a produkuje trubice, které jsou jednotné v rozměru a kvalitě.
6. Bottomy a příslušenství svařování na trubicích
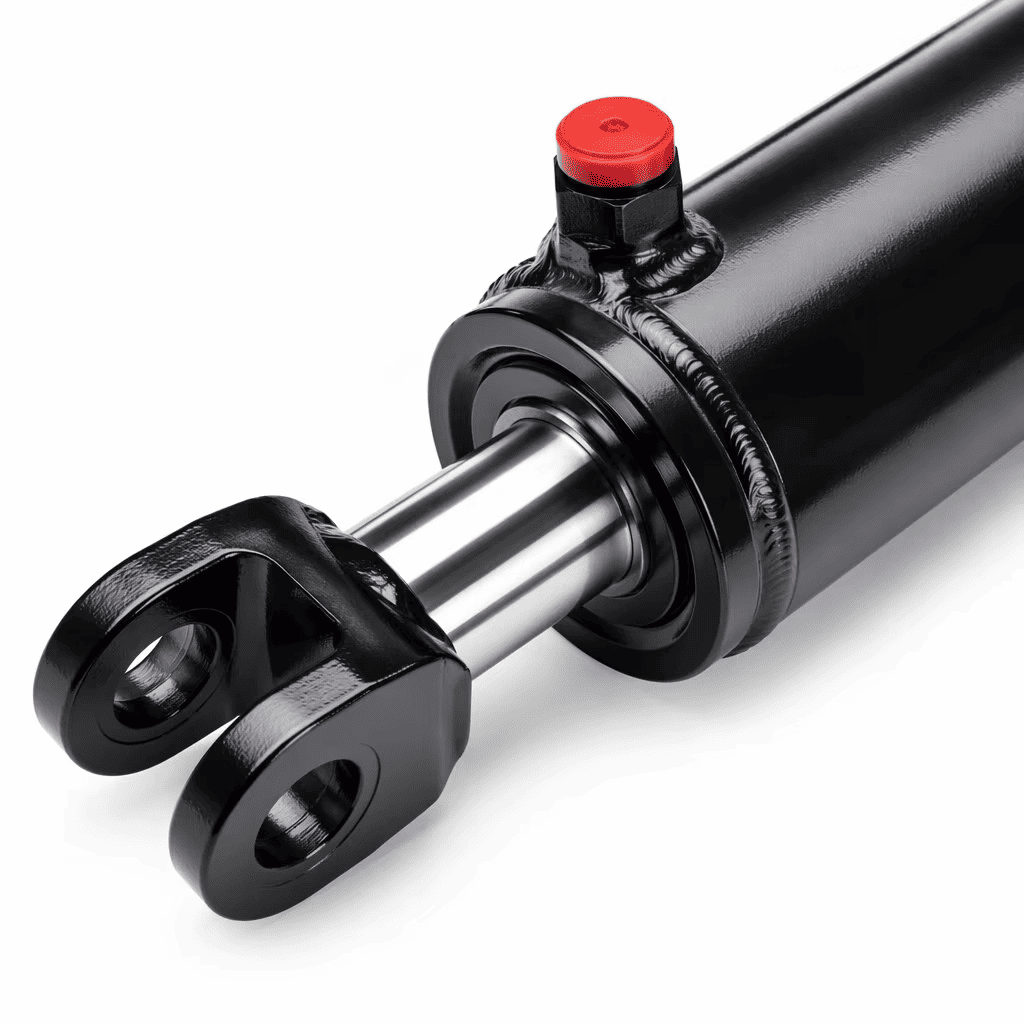
Svařování dna a nezbytného příslušenství na zkumavky je rozhodujícím krokem ve výrobě hydraulických válců. Tento proces zahrnuje připojení koncových uzávěrů a dalších komponent do trubice, která tvoří tělo válce a zajišťuje, že je utěsněn a schopný pracovat pod vysokým tlakem.
Welding dna k zkumavkám: Koncové uzávěry nebo dna jsou přivařeny k jednomu nebo obou koncům trubice. Tento úkol vyžaduje přesnost, protože svary musí být silné a odolné proti úniku, aby vydržely vnitřní tlak hydraulické tekutiny. Kvalita svarů je nezbytná pro udržení integrity a bezpečnosti válce. Pokud nejsou dna správně svařována, mohou selhat pod tlakem a představovat významná rizika pro zařízení i operátory.
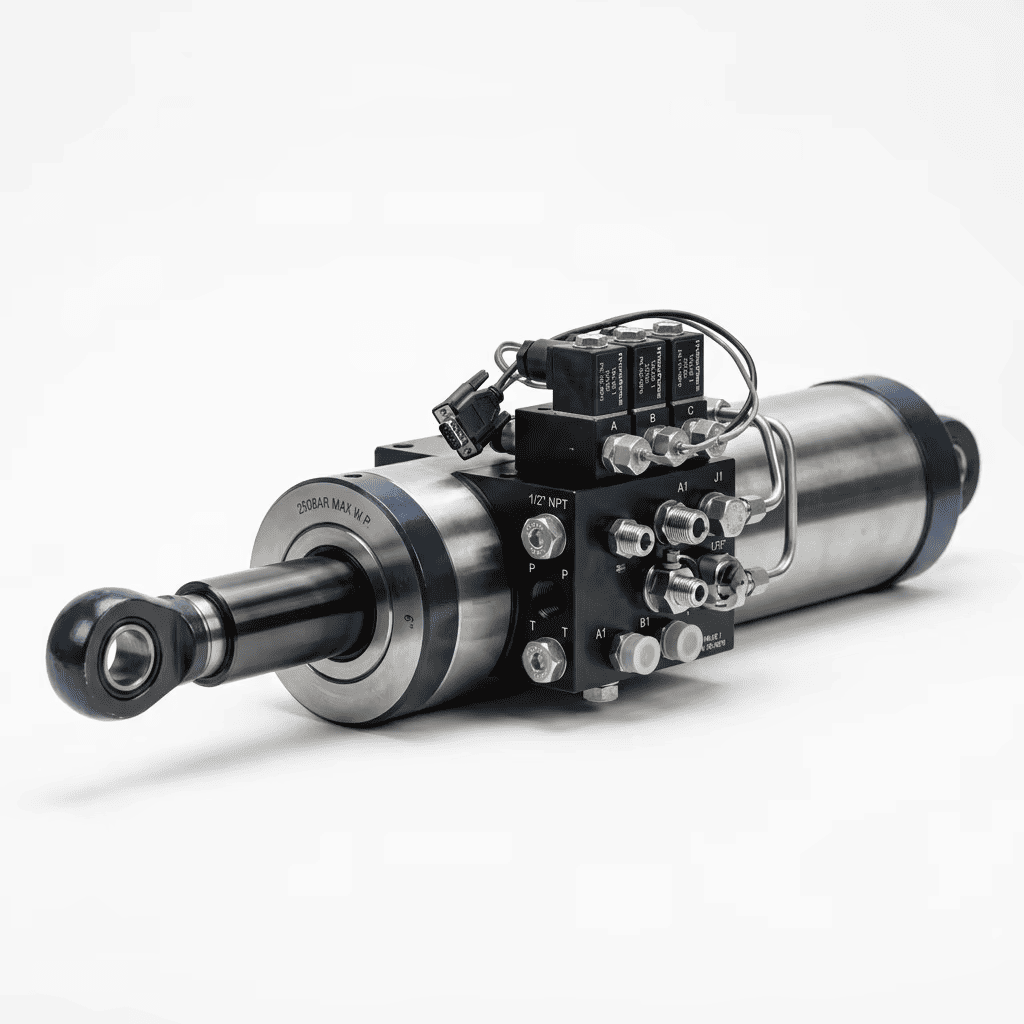
Tataching nezbytného příslušenství: Kromě dna se na trubici také svařují další příslušenství, jako jsou montážní držáky, porty pro vstup a výstupy hydraulické tekutiny a senzory. Tyto komponenty musí být umístěny a připojeny s velkou přesností, aby se zajistilo správné zarovnání a funkčnost v konečném sestavení.
„Prvním tělesem těleného válce: Proces svařování je pečlivě prováděn, aby se zaručilo, že tělo válce je zcela utěsněné. Toto těsnění je rozhodující pro efektivní provoz válce, protože jakýkoli únik hydraulické tekutiny může vést ke ztrátě energie a účinnosti. Běžně se používají techniky jako svařování TIG (wolfram inertního plynu), protože poskytují silné a přesné svary vhodné pro vysokotlaké aplikace.
7.polish

Leštící stadium ve výrobě hydraulických válců je rozhodující proces, který sleduje svařování, jehož cílem je zvýšit estetickou přitažlivost a funkční kvalitu komponent.
Achie a hladký povrch: Leštění se provádí primárně tak, aby vyhladilo vnější povrchy hydraulických složek válců, zejména ty, které byly svařovány. Tento proces zahrnuje použití abraziv k odstranění jakéhokoli svarového stříkání, oxidačních vrstev a povrchových nedokonalostí. Cílem je dosáhnout jednotné a hladké povrchové úpravy, která nejenže vypadá profesionálně, ale také minimalizuje riziko koroze a únavy materiálu.
Prorace pro další ošetření: V některých případech slouží leštění jako přípravné krok pro další povrchové úpravy, jako je malování, povlak nebo pokovení. Hladký, čistý povrch zajišťuje lepší adhezi a účinnost těchto ošetření.
8.Install
Fáze instalace nebo sestavy ve výrobě hydraulických válců je místem, kde se spojují různé obrobené a ošetřené komponenty, aby vytvořily kompletní jednotku.
Components components: Proces sestavy zahrnuje sestavení hlavních součástí hydraulického válce: píst, pístová tyč, těsnění a tělo válce (trubice). Každá komponenta musí být pečlivě nainstalována ve správném pořadí a orientaci. Obvykle je píst připojen k pístové tyči a tato sestava se potom vloží do těla válce.
„Instalace těsnění a těsnění: Těsnění a těsnění jsou zásadní pro udržení hydraulické integrity válce. Zabraňují úniku hydraulické tekutiny a zajišťují, aby válec mohl generovat a vydržet požadovaný tlak. Instalace těchto těsnění vyžaduje přesnost, aby se zabránilo jakémukoli poškození a zajistilo, že jsou řádně usazeny.
Tataching externí komponenty: Jakmile je interní sestava dokončena, jsou připojeny externí komponenty, jako jsou koncové uzávěry, montážní držáky a porty pro hydraulické připojení. Tyto složky jsou často připevněny nebo svařovány k tělu válce a jejich bezpečné připojení je zásadní pro celkovou funkčnost a bezpečnost válce.
9. Painting
Fáze malby ve výrobě hydraulických válců je posledním krokem, který do hotového produktu přidává estetickou hodnotu i ochrannou funkčnost.
Vytváření estetického přitažlivosti: Malování poskytuje hydraulickému válci leštěným, profesionálním vzhledem, který může být zásadní pro spokojenost zákazníků a vnímání značky. Dobře dokončený produkt často signalizuje vysokou kvalitu a malování umožňuje přizpůsobení s barvami společnosti nebo designových schématů, čímž se zvyšuje tržní přitažlivost produktu.
Protektivní vrstva proti prvkům prostředí: barva slouží jako bariéra proti environmentálním faktorům, jako je vlhkost, prach, chemikálie a UV záření. Tato ochrana je zvláště důležitá pro válce používané ve venkovním prostředí nebo drsném průmyslovém prostředí. Chůráním před korozí a opotřebením prodlužuje barva životnost hydraulického válce, což zajišťuje, že zůstává funkční a v průběhu času udržuje svou integritu.
Proces aplikací: Před malováním je povrch válce obvykle předem ošetřen, aby odstranil oleje, prach nebo jiné kontaminanty. Tato příprava může zahrnovat odmašťování, pískování nebo aplikaci primeru. Výběr metody barvy a aplikace (postřik, ponoření atd.) Závisí na materiálu válce, jeho zamýšleném použití a prostředí, ve kterém bude fungovat.
Tvrzení a vytvrzování: Po nanesení barvy prochází válec procesem sušení a vytvrzování. V závislosti na typu barvy by to mohlo zahrnovat použití trouby nebo tepelné lampy k urychlení vytvrzování nebo umožnění přirozeného vyschnutí v dobře větrané oblasti.
V této komplexní příručce jsme prozkoumali složitý svět výroby hydraulických válců a odhalili každou kritickou fázi výrobního procesu. Hydraulické válce hrají zásadní roli v široké škále průmyslových odvětví a pochopení jejich výrobního procesu je nezbytné pro každého zákazníka.