Účinnost a spolehlivost hydraulického systému závisí do značné míry na kvalitě hydraulické trubice. Účelem této práce je objasnit význam hydraulických trubic válců a poskytnout vhled do jejich výrobního procesu a jeho významu. Od výběru surovin po závěrečnou kontrolu hraje každý krok ve výrobním procesu rozhodující roli při výkonu v terénu hydraulických válců.
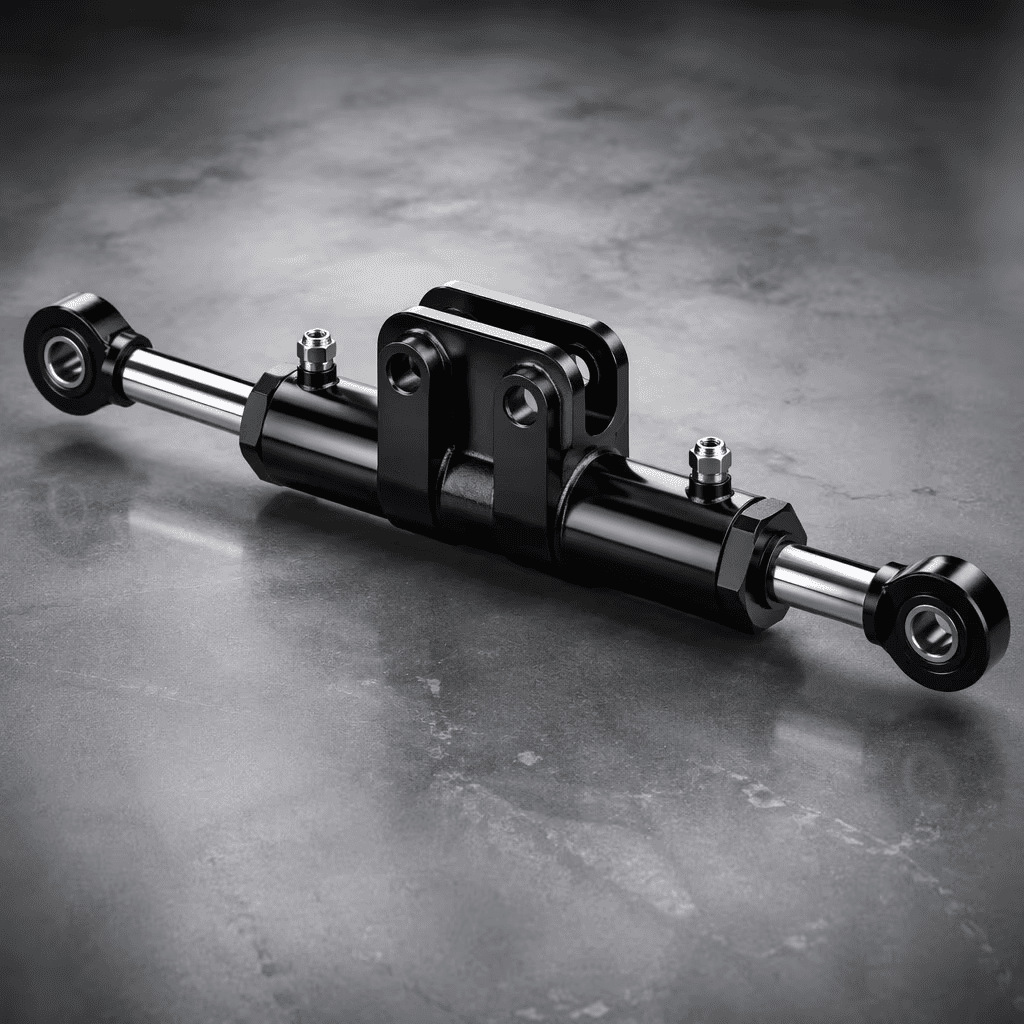
Hydraulická trubice válce představuje základní pouzdro nebo strukturu hydraulického válce. Obaluje hydraulickou tekutinu a píst a umožňuje regulovaný přenos pohybu a síly, která pohání rozsáhlou škálu průmyslových strojů a zařízení. Strukturální zvuk trubice je nezbytný; Musí odolávat vnitřním tlakům bez deformace nebo selhání, což zajišťuje plynulé a spolehlivé fungování hydraulického mechanismu. Jeho funkce přesahuje pouhé zadržení, protože také hraje zásadní roli při posilování komplexní robustnosti a dlouhověkosti systému.

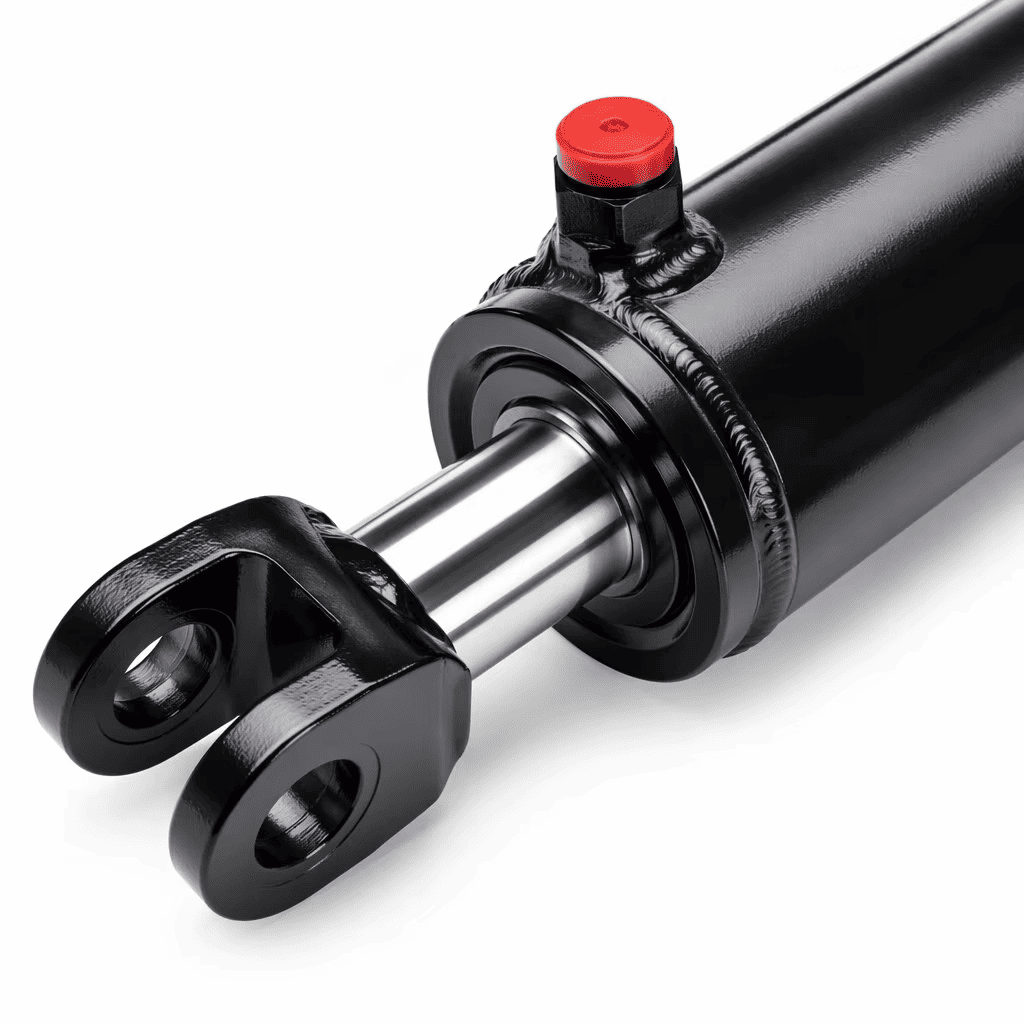
1.Robustness: Potrubí musí mít dostatečné tahové a výnosné pevnosti, aby vydržela tlak vyvíjený hydraulickou tekutinou a zabránil jakékoli nevratné deformaci.
2.Tarabilita: Potrubí musí odolávat operačním napětím, včetně účinků kolísajících zátěží a vibrací a udržovat jejich integritu po celou dobu životnosti systému.
3. Ochrana proti korozi: Protože trubky jsou vystaveny různým prostředím prostředí a v kontaktu s hydraulickou tekutinou, musí být materiál potrubí odolný vůči korozi, aby se zabránilo degradaci, která by mohla ohrozit účinnost nebo bezpečnost systému. Mezi další požadavky patří přesné rozměrové tolerance, kvalita povrchu a schopnost vytvořit silné těsnění se sousedními komponenty hydraulického systému. Splnění těchto standardů vyžaduje pečlivé inženýrské a výrobní postupy, které zaručují kompatibilitu a optimální funkčnost potrubí v hydraulickém válci.
Výběr materiálu pro hydraulické trubice zachycuje zasažení rovnováhy mezi výkonem a nákladovou účinností. Mezi často zaměstnané materiály patří:
1.Steel: Steel, oslavovaný pro svůj poměr sil a váha, stojí jako převládající možností pro tyto zkumavky. Jeho robustnost a tolerance vůči vysokým tlakům uspokojují rozsáhlou řadu použití. Odlišné klasifikace oceli, jako je uhlíková ocel a ocel z slitiny, jsou ručně vybírány závislé na přesných aplikačních potřebách, ať už se zvýší odolnost proti korozi nebo rozšířenou pevnost.
2.Aluminum: Pokud je hmotnost prvořadým problémem, jak je pozorováno ve scénářích leteckého nebo výběru scénářů mobilního zařízení, jako oblíbený materiál se objeví hliník. Zatímco nabízí příznivý poměr síly k hmotnosti-i když méně působivý než ocel-neodmyslitelně odolává korozi. Hliník obvykle nachází aplikaci v systémech s méně přísným požadavkem na tlak nebo kde vzhůru redukované hmoty nahrazuje nutnost maximální síly.
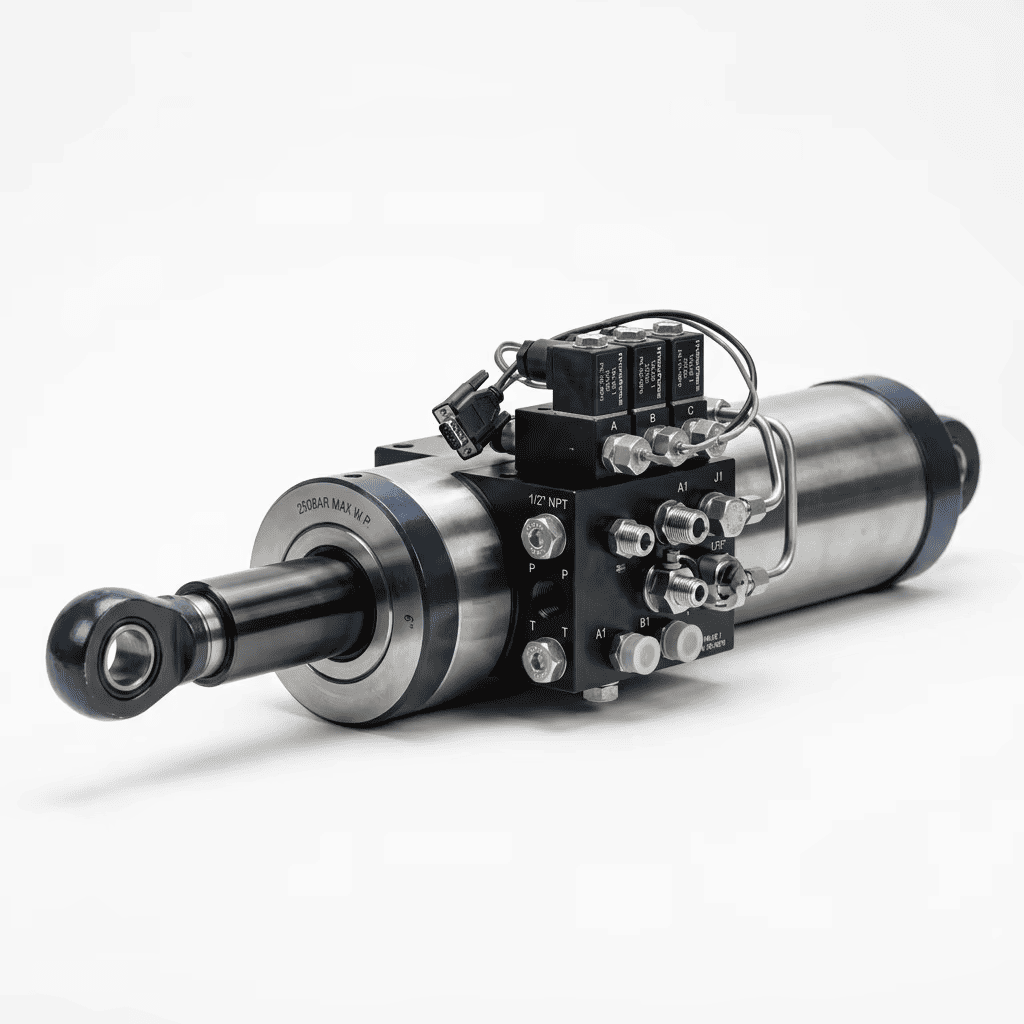
Výroba trubic hydraulických válců zahrnuje složitý vícefázový postup, který převyšuje suroviny do pečlivě upravených prvků životně důležitých pro fungování hydraulických mechanismů. Tento proces vyžaduje nejen pečlivou kontrolu v každé fázi, ale také hluboké porozumění vlastních vlastností materiálů a specifických provozních požadavků trubek. Připojte se k nám na expedici prostřednictvím klíčových kroků při tvorbě trubic hydraulických válců, což zdůrazňuje důležitost každé fáze při zaručení, že trubice odpovídají vrcholu kvality a výkonu.
Vytvoření nadřazeného hydraulického trubice se otáčí na pečlivém výběru vhodného materiálu. Toto rozhodnutí je diktováno přesnými požadavky aplikace, zahrnující faktory, jako je síla, dlouhověkost, odolnost vůči korozi a hmotnost. Ocel, rozlišující pro svou robustnost a trvanlivost, je převládající volbou, přičemž alternativy, jako je uhlíková ocel a ocel z slitiny, představující odlišné atributy. Hliník je možnost upřednostňována, když jsou žádoucí lehčí komponenty.
Po výběru materiálu začíná výroba řezáním surového zásoby na nezbytné rozměry. Následně se provádí přísná čisticí postup, který odstraňuje všechny nečistoty povrchu. Čistota materiálu v této křižovatce je prvořadá k prosazování integrity následujících výrobních fází, včetně svařování nebo obrábění. Kontaminanty nebo zbytky materiálu by mohly vyvrcholit nedostatky v rámci konečného produktu, čímž by ovlivnily jeho odolnost a účinnost.
Postupy kování a válcování se používají k formování surového pažby do přibližné formy eventuální hydraulické trubice. Kování ztělesňuje přetvoření materiálu prostřednictvím cílených tlaků v tlaku, zatímco válcování implikuje vedení materiálu přes sekvenční sady válců k dosažení zamýšlené tloušťky a průměru. Tyto metodiky nejen neobkládají materiál, ale také zvyšují jeho mechanické atributy zdokonalováním krystalické struktury, čímž se zesilují sílu a trvanlivost trubice.
zastavit."
Tepelné zpracování představuje základní fázi výrobní sekvence zaměřené na rozšíření mechanických charakteristik materiálu. Techniky včetně žíhání, zhášení a temperování působí v molekulárním měřítku, aby modifikovaly ústavu materiálu, čímž se stupňovaly jeho odolnost, houževnatost a vytrvalost proti opotřebení a únavě. Přesný režim tepelného zpracování a parametry jsou pečlivě přizpůsobeni v souladu s typem materiálu a náročným výkonem hydraulické trubice válce.
Obrábění označuje postup dosažení pečlivých rozměrů a povrchové úpravy nařízené pro hydraulickou trubici válce. Tato fáze, která zahrnuje operace, jako je otáčení, frézování a vrtání, eradikuje přebytečný materiál tak, aby splňoval náročné specifikace týkající se průměru, tloušťky stěny a celkové délky. Integrita povrchové úpravy je přísně dohlížena na to, aby byla zaručena dokonalé utěsnění a neomezené funkce v hydraulickém mechanismu.

Honičení a lyžování/roletové hoření (SRB) jsou dokončovací procesy používané ke zvýšení kvality povrchu vnitřku hydraulické trubice. Honing vytváří přesnou povrchovou úpravu a může opravit drobné nedokonalosti, zatímco SRB se používá k dosažení hladkého povrchu se zlepšeným odporem opotřebení. Tyto procesy jsou nezbytné pro snižování tření a prodloužení životnosti hydraulického válce.
V některých případech mohou části hydraulické trubice vyžadovat, aby byly spojeny svařováním. Tato fáze znamená pečlivou přesnost a kontrolu, aby se zjistilo, že svarové klouby jsou robustní a postrádají nedostatky, což dodržuje strukturální integritu a sílu trubice.
Závěrem výrobního postupu je vyčerpávající fáze vyšetření a testování pro trubici hydraulické válce. To má ověřit dodržování všech předepsaných kritérií kvality a výkonu. Zahrnuje rozměrné ověření, hodnocení vytrvalostní tlakové tlaky a kontrolu pro povrchní defekty. Pouze ty trubice, které tyto přísné hodnocení úspěšně vyčistí, jsou sankcionovány za využití v hydraulických systémech.

Porozumění výrobnímu procesu hydraulických trubek válců je nezbytné pro profesionály v této oblasti, protože ovlivňuje vše od designu až po údržbu. Při pohledu do budoucnosti se očekává, že pokračující vývoj ve výrobních technologiích povede k spolehlivějším, efektivnějším a udržitelnějším hydraulickým systémům. Výrobní proces hydraulických trubek válců zdůrazňuje nejen složitost jejich produkce, ale také klíčovou roli, kterou hrají v průmyslovém světě.